Garrattfan's Modelrailroading Pages

LTM 51 in HO
Draaistel bovenbouw
- Introductie
- Geschiedenis van de LTM 51
- Inhoud van de kit
- Handleiding
- Een kijkje vooraf
- Projectvoorbereiding
- Ketelbrug - Ruwbouw
- Taatsen
- Maken van de ketel
- Draaistellen - Onderstel
- Geveerd onderstel
- Tandwielkast en motor
- Koppelstangen
- Draaistellen - Bovenbouw
- Eerste samenbouw en proefrit
- Draaistellen - Detaillering
- Ketelbrug - Detailling

In English
 |
|
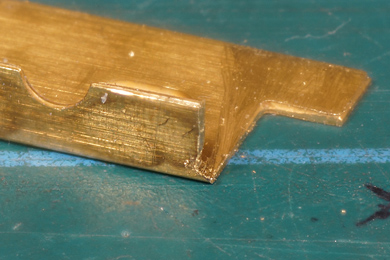
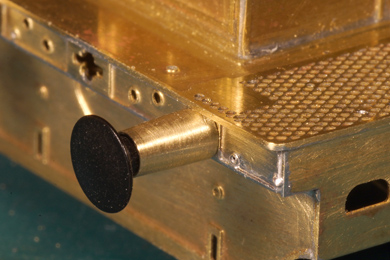
Verhogingen zichtbaar door de gezwarte plaat te schuren. |
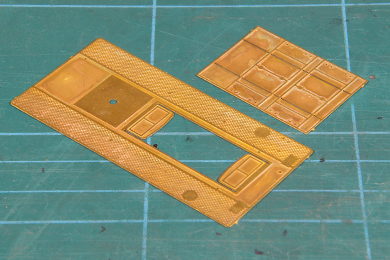
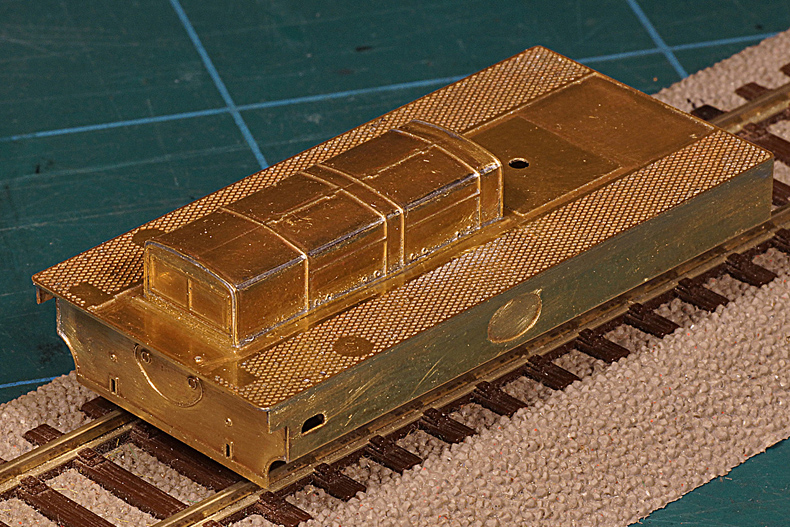
De bovenbouw van de draaistellen begint met twee platen messing. De voor- en achterzijde van de machinekamer worden naar boven gevouwen. De bovenzijde en de zijkanten worden uit één plaat gebogen over een aluminium profiel op eenzelfde wijze als bij de zijwanden van het machinistenhuis. Na een hoop buig- en correctiewerk soldeerde ik gebogen plaat over opstaande delen van de omloopplaat. Ik lette daarbij onvoldoende op de warmteopbouw in die plaat. Ik werkte te snel en de omloopplaat trok enigszins krom. Ik kon in ieder geval de randen weer wat recht buigen maar tegen de machinekamer waren een paar verhoging (verlaging van onderen) over. Die zag je goed als je de onderzijde zwart maakte en dan op een vlak schuurde.Omdat dit over hooguit enkele tienden van millimeters gaat laat ik het verder zo. |
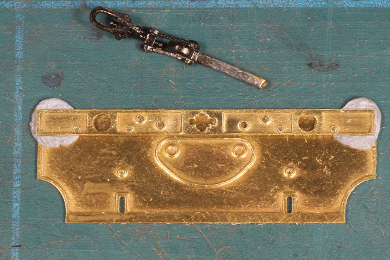 |
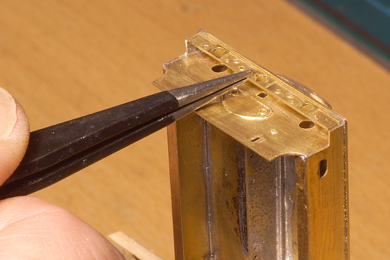
De gaten voor de buffers en de koppeling werden afgetekend op de voorplaat door de bufferbalk als sjabloon te gebruiken. |
 |
Gevolgd door een rondje boren |
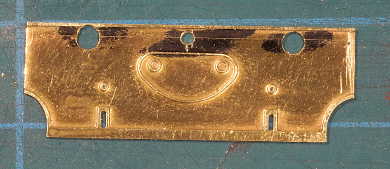 |
Ondanks de zorgvuldig uitgetekende gaten wist ik me te verboren bij de rechter buffer. Het gat voor de steel van de koppeling werd later vierkant gemaakt met een (HSS) mesje. |
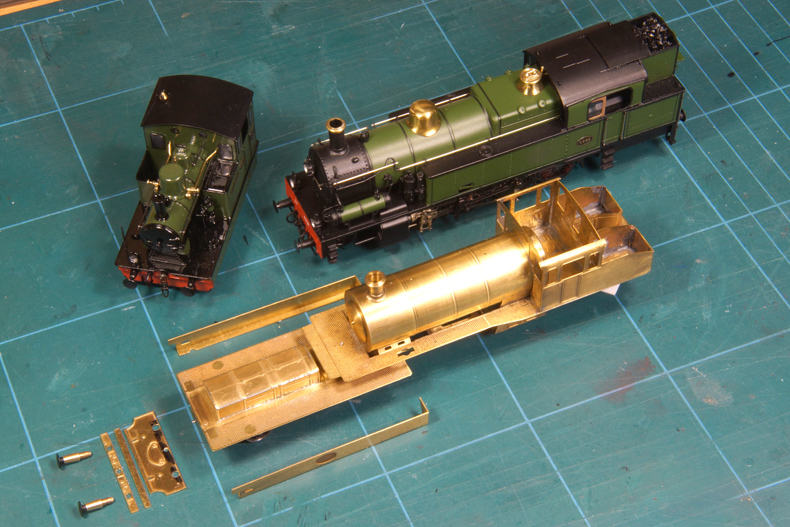
Een onheilspellende ontmoeting. LTM 26 en NS 6200 bezoeken de bouwplaats. |
|
 |
Waarom onheilspellend? Nou, een NS 6200 trok in 1939 de LTM 51 en de overlevende B-lokjes naar sloperij Dotremont na de sluiting van de lijn Maastricht-Vaals. Wanneer ik de LTM 51 voltooi dan heb ik van alle drie locseries op deze foto één exemplaar in model nagebouwd. |
 |
 |
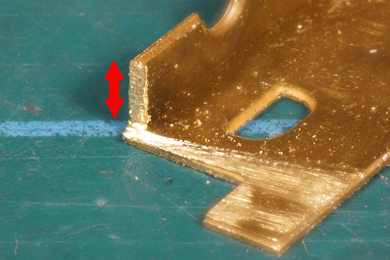
De voorste schortplaat paste niet meteen op de zijplaten. Ik vijlde een gering stukje weg, ongeveer 0,4 mm. |
|
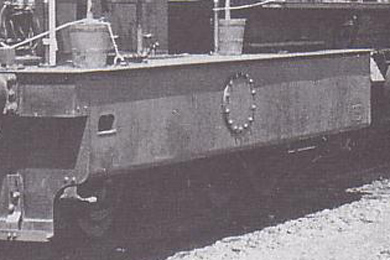 |
Ik kortte de zijkanten van de voorste schortplaat rond 0,4 mm in aan beide zijden. Zoals geleverd was de schortplaat even breed als de omloopplaat maar op foto's is duidelijk te zien dat de omloopplaat iets over de zijplaten heen steekt.
|
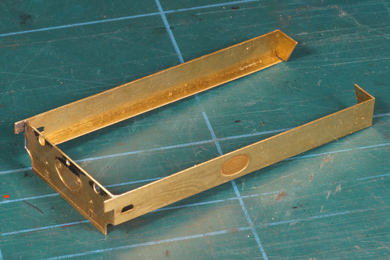 |
De zijplaten werden zorgvuldig geplaatst en met een puntsoldering bevestigd. Heel nauwgezet mat ik alles na op haaksheid en loodrechtheid voor ik ze definitief vast soldeerde. |
En eindelijk werd de omloopplaat aan de voor- en zijplaten gepaard. |
|
 |
 |
 |
De bufferbalk werd op zijn plaats gesoldeerd en de koppeling werd bij wijze van proef geplaats. De koppeling blijft verder in opslag tot na het spuiten. |
 |
De LTM bufferhulzen zijn van een iets andere vorm dan die van NS maar in het algemeen komen de afmetingen redelijk goed overeen. Een poging om ze echt af te draaien in de draaibank faalde jammerlijk toen de beitel in het zachte messing hapte en het messing ernstig verminkte. De volgende vier buffer werden wel in de klauwplaat gezet maar gevijld op een langzaam draaiende draaibank. De minder scherpe tapsheid van de LTM buffer was wel een uitdaging. |
 |
 |
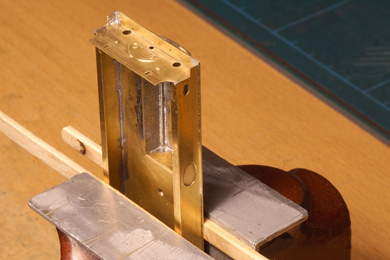
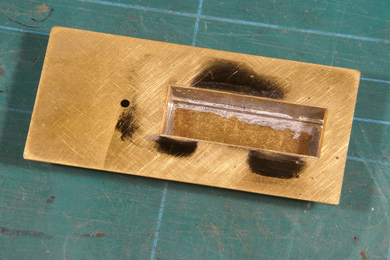
Een kleine inkeping werd gevijld om onder de omloopplaat te passen. |
|
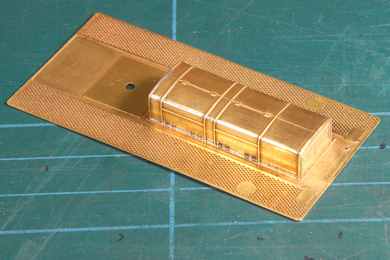
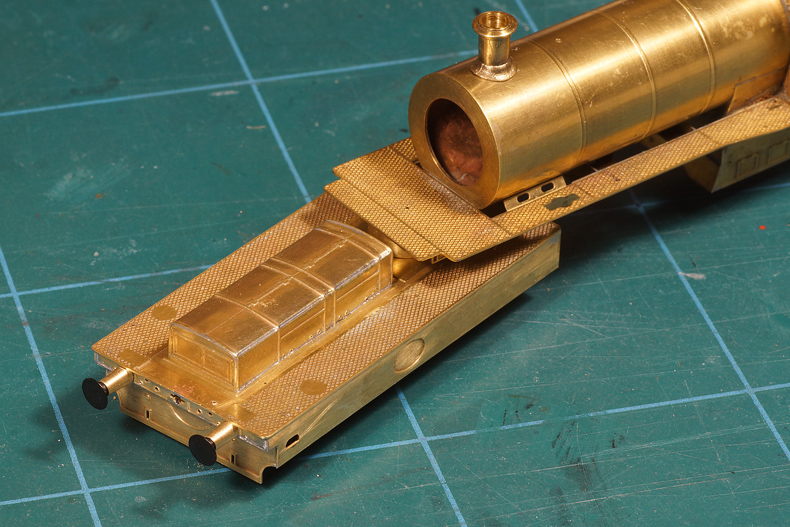
Een eerste proefpassing van bovenbouw, onderbouw (zo goed als onzichtbaar) en ketelbrug, al is het losjes op elkaar. Het begint op een echte lok te lijken. |
|
|
|
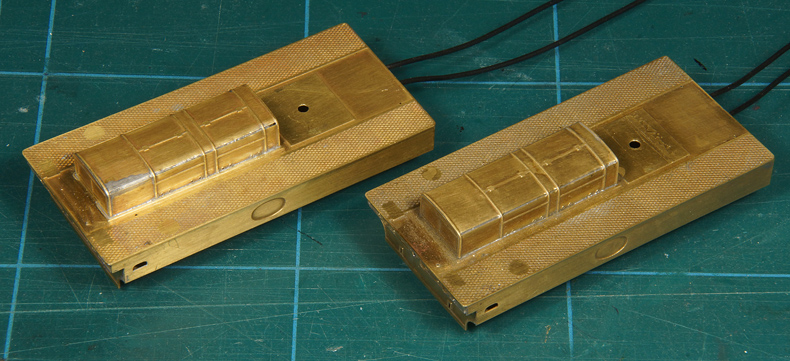 Nadat de ondetstellen waren voltooid en aan het de bovenbouw waten geoppeld beschikte ik over twee voltooide aandrijfeenheden.
Nadat de ondetstellen waren voltooid en aan het de bovenbouw waten geoppeld beschikte ik over twee voltooide aandrijfeenheden.
Sign my
GuestBook